

Der Stepconf Wizard führt den LinuxCNC Benutzer durch die Einrichtung von Schrittmotormaschinen.
Aufrufen kann man diesen über das Linux Anwendungsmenü > CNC > Stepconf Wizard.
Um einen einfachen Einstieg in die Materie zu erhalten werden folglich einige Hintergründe zu Paramtern erklärt die Fragen aufwerfen können.
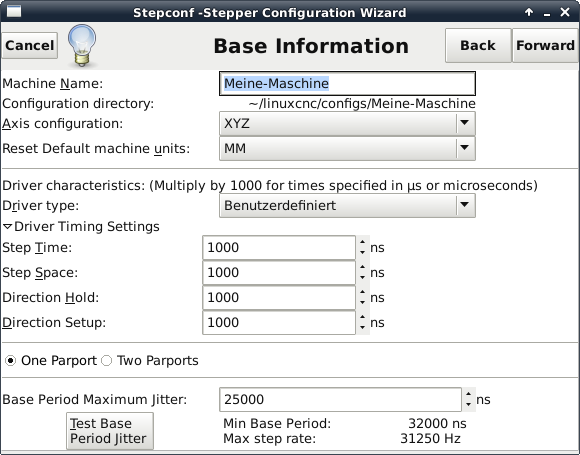
Auch wenn die Timing Parameter im ersten Moment abschreckend wirken ist der Hintergrund dazu verhältnismäßig einfach.
Der PC kann nur eine begrenzte Anzahl von Impulsen ausgeben was letztlich die Geschwindigkeit und die Genauigkeit der Maschine begrenzen kann.
Für ein komfortables Arbeiten sollten die Driver Timing Settings daher prinzipell möglichst klein ausfallen. Glücklicherweise begnügen sich nahezu jede moderne Schrittmotorendstufe mit sehr kleinen Werten. Wer die Parameter also nicht direkt aus einer Anleitung oder einem Datenblatt herauslesen kann, darf hier mit kleinen Werten beginnen.
Ein Wert von 1000ns ist hier z.B. kompatibel zu vielen Endstufen und gibt viel Spielraum für die Maximale Geschwindigkeit und Genauigkeit.
Die eingegebenen Parameter können in den letzten Schritten des Wizards getestet und jederzeit angepasst werden.
Der Einfluss der Base Period in LinuxCNC ist etwas Umfassender in der Erklärung. Er gibt an wie groß das Zeitfenster des PC is um einen Impuls sicher auszugeben. Das Problem bei der Impulsausgabe mit einem PC ist die Tatsache, das dieser gleichzeitig mit vielen weiteren Prozessen beschäftigt ist, die je nach Konzept des Mainboardherstellers die Erlaubnis haben die Impulsausgabe von LinuxCNC zu verzögern. Diese Verzögerungszeit wird Latenz genannt und kann / muss mit dem Latency Test ermittelt werden (Test Base Period Jitter Button).
Gibt LinuxCNC also die Anweisung einen Impuls auszugeben, kann dieser ggf durch andere Prozesse verzögert werden. Sollte LinuxCNC in dieser Zeit bereits die Ausgabe für einen weiteren Impulses anfordern, kommt es zu Fehlern bei denen Impulse verloren gehen. LinuxCNC meldet in diesem Fall einen RTAPI ERROR und kann folglich nicht mehr für eine ganaue Position der Maschine garantieren.
Nach unserer Erfahrung sollte der Latency Test mind. 30 Min laufen und der PC zu Anfang etwas "gestresst" werden. Den nötigen Spielraum ermittelt der Wizard selbst, die maximale Impulsrate ist ein Anhaltspunkt für die maximale Geschwindigkeit / Genauigkeit.
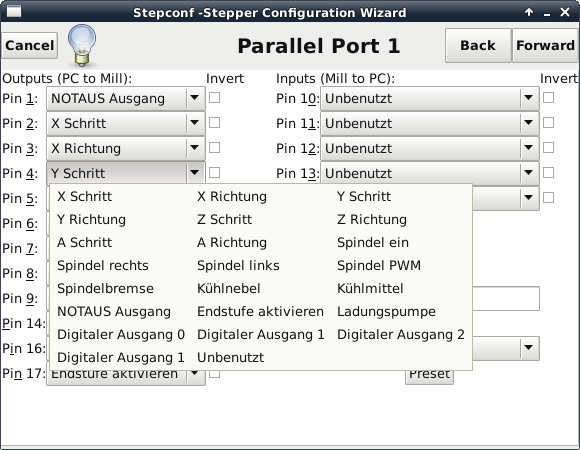
Die Zuordnung der Parallelport Pins ist mit dem Wizard schnell erledigt. Über ein Dropdown Menü kann hier für jeden Ausgang und Eingang die passende Funktion ausgewählt werden.
Wichtig hierbei ist das LinuxCNC weit mehr Möglichkeiten bietet als im Dropdown Menü vergeschlagen werden. Nicht aufgeführte Erweiterungen wie automatische Werkzeugwechsler oder Absaugsteuerung können unter anderem mit HAL in eine Konfiguration integriert werden. HAL kann dabei als Software-Schaltschrank verstanden werden mit dem LinuxCNC Funktionen an die Pins des Parallelports weitergeleitet werden können.
Eine Anshlussbelegung von fertige Schrittmotor CNC Fräsen wie sie beispielsweise von CNC Step angeboten werden findet sich oft in der separaten Anleitung der Schrittmotorensteuerung.
Digitale Ausgänge die im Dropdown Menü zugeordnet werden können den zugehörigen Parallelport pin später direkt aus dem GCode heraus mit folgendem Befehl schalten.
M64 P0 (Ausgang 0 einschalten)
M65 P0 (Ausgang 0 ausschalten)
Weitere infos dazu gibt es in der LinuxCNC GCode Referenz.
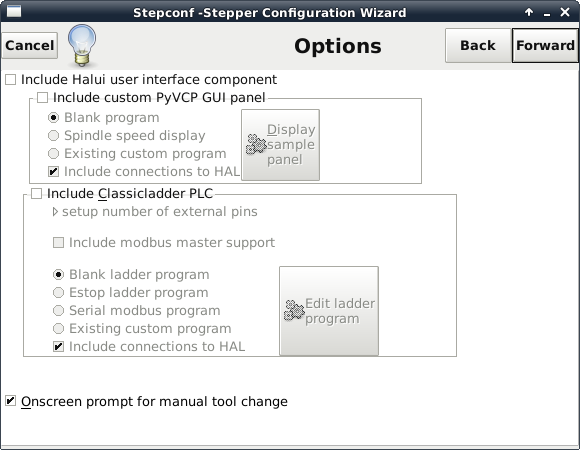
Pyvcp GUI Panel geben LinuxCNC Nutzern die Möglichkeit eigene Elemente in die Benutzeroberfläche einzufügen. Das Erstellen von Pyvcp Panels erfordern Programmier- und HAL Kenntnisse.
Wer zusätzliche grafische Elemente einbinden will kann statt Pyvcp auch GladeVcp nutzen. GladeVcp Panels bieten mehr grafische Elemente und Funktionen und können relativ einfach mit einem grafischem Editor erstellt werden.
Die Include Halui Option bietet die Möglichkeit grafische Elemente der LinuxCNC Oberfläche über Hardwarepins (z.B. Parallelport) zu steuern. Diese Funktion ist nützlich Falls Fernbedienungen oder Bedienpults genutzt werden sollen.
Die Erstellung von Classicladder PLC Programmen ist vergleichbar mit denen kleiner SPS Lösungen wie der Siemens Logo. Dabei werden in einem grafischen Editor Bausteinweise verschiedene Funktionen miteinander verknüpft.
Das Einbinden solcher Programme hört sich verlockend einfach an kommt allerdings schnell an Grenzen. Dazu werden auch hier HAL Kenntnisse benötigt die ihrerseits wiederum die Classicladder Programme komplett ersetzen können. Unsere Empfehlung lautet daher den Focus direkt auf die HAL Programmierung zu setzen.
Die Onscreen ... tool change Option sorgt für das erscheinen eines Popup Fensters um das GCode Programm für den Werkzeugwechsel zu unterbrechen.
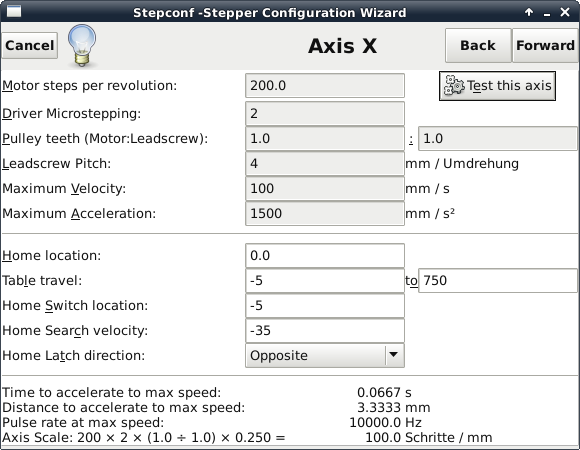
Steps per revolution bedeutet Schritte pro Umdrehung. 200 entspricht 1.8° pro Schritt und ist der mit Abstand häufigste Wert bei Schrittmotoren.
Microstepping ist ein Endstufen Feature welches in der lage ist die 1.8° auf elektronischen wege noch weiter zu unterteilen. Die Anzahl der Unterteilungen kann an der Endstufe ausgewählt werden und muss passend dazu bei Microstepping eingetragen werden,
Bei Pulley teethist das Über-/ Untersetzungsverhältnis gefragt was z.B. duch das zählen der Zähne von Zahnrädern ermittelt werden kann.
Pitch meint die Steigung der Gewindespindel, welche sich im Normalfall in verschiedene Rastermaße unterteilen lässt. Die gebräuchlichsten hier zu Lande sind 4mm oder 6mm.
Bei der Velocity also Geschwindigkeit kann vorerst ein hoher Wert eingetragen werden der dann über den Test this axis Button nach unten korrigiert wird. Bei Schrittmotoren sind in der Regel Werte zwischen 30 und 80 sinnvoll.
Die Acceleration oder Beschleunigung ist einer der Stärken von Schrittmotoren und kann relativ hoch zwischen 1500 und 4000 gewählt werden. Vorteile ergeben sich hier vor allen Dingen bei Konturen die aus vielen kleinen Segmenten bestehen wie. Z.B. beim 3D Fräsen.
Mit dem Test this axis Button können die Einstellungen umgehend getestet und ggf. korrigiert werden. Dabei sollte einerseits die zurückgelegte Entfernung geprüft werden und andererseits die maximale Geschwindigkeit. Ist die Geschwindigkeit zu hoch verliert der Motor schlagartig sein Drehfeld was deutlich sichbar und höhrbar ist.
Motoren und Endstufen erleiden dadurch übrigens keinen Schaden, so dass hier ausführlich experimentiert werden darf.
Wenn die maximale Geschwindigkeit sich nicht weiter anheben lässt, müssen ggf. die Timing Parameter oder die Base Period verkleinert werden.
Bekannte Werte der Homing sequenz oder zu deutsch Referenzfahrt, können bereits eingetragen werden, es bietet sich jedoch an diese Werte etwas später beim Einrichten der INI Datei vollständig auszufüllen. Negative Geschwindigkeiten führen hier dazu das in die negative Richtung gefahren wird.